Umbrella Metal Tube Forming for Shafts and Rib Parts
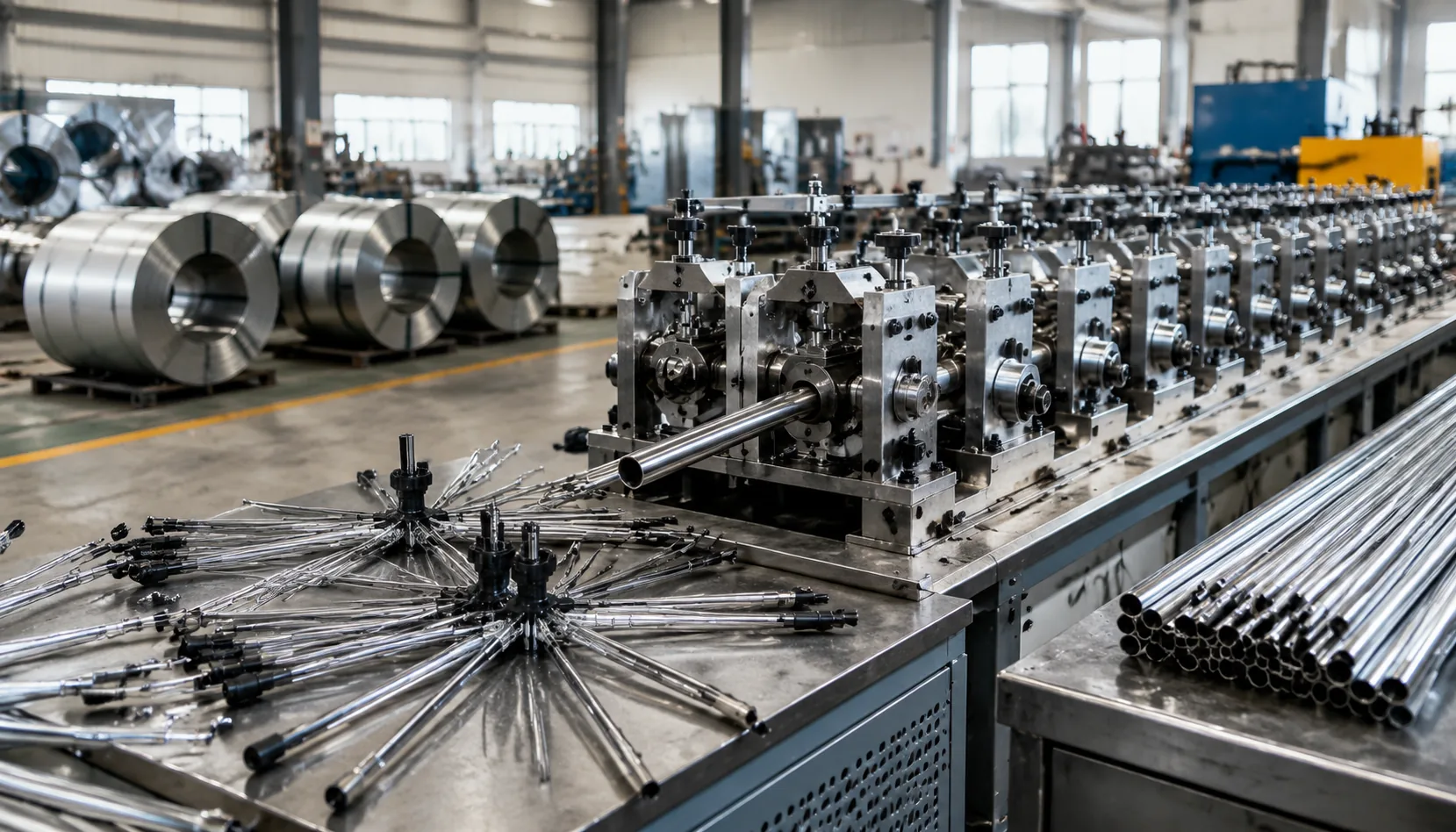
For OEM buyers, a shaft or rib that looks acceptable on arrival can still cause trouble later: loose joints, uneven opening force, bent ribs, or rust showing after shipment. In our Songxia workshop, umbrella metal tube forming is controlled step by step through drawing, straightening, cutting, swaging, drilling, deburring, and surface finishing, because small changes in tube wall, hole position, or end shape quickly show up in assembly speed and field reliability.
Where Formed Metal Tubes Are Used
The most visible use of umbrella metal tube forming is the center shaft: the lower handle tube, middle telescopic sections, top tube, and sometimes a separate notch or crown tube depending on the frame design. In umbrella shaft production, the tolerances are tighter than many buyers expect. A 23" auto-open straight umbrella may use a steel shaft around 10–12 mm OD, while a 21" 3-fold compact frame may step down through 10 mm, 8 mm, and 6 mm telescopic tubes. If roundness is poor or wall thickness varies too much, the spring rubs, the runner drags, and the button release feels cheap. Aluminum umbrella shafts reduce weight, but they dent more easily during swaging and slot punching, so die alignment matters more than raw material cost.
Formed tubes also appear in steel umbrella ribs, stretchers, and reinforced rib joints, especially on 8K and 10K promotional umbrellas where the factory is balancing price, wind performance, and print area. Straight ribs may be U-channel steel, round tube, or formed flat stock, while stretchers often use thinner tubular or channel sections connected by rivets. On 16K golf umbrellas, the rib system is usually mixed: fiberglass outer ribs for recovery, steel or aluminum stretchers for hinge control, and formed metal tube parts near the runner where compression loads are highest. A double-canopy vented 30" golf umbrella that survives 50+ mph wind in testing usually fails first at bad rivet holes or distorted stretcher ends, not at the canopy fabric.
The runner interface is where tube accuracy becomes a functional issue, not just a dimensional drawing item. Auto-open and auto-open-close mechanisms need clean slots, consistent tube ID, and smooth formed edges so the spring, pawl, and plastic runner do not catch during cycling. I have seen OEM umbrella factory samples pass a visual check but fail after 200–300 open-close cycles because the telescopic tube seam was raised by only a few tenths of a millimeter. For manual umbrellas, the penalty is usually wobble or uneven canopy tension; for automatic frames, it becomes misfire, slow opening, or a runner that stops 10–15 mm below the notch. That small loss of travel changes rib angle, makes 190T or 210T pongee canopies look loose, and weakens frame stability under gust load.
Material Selection Before Forming
Material choice is locked before any bending, swaging, grooving, or hole punching because steel and aluminum behave very differently under umbrella metal tube forming. For umbrella shaft production, low-carbon steel tube is still the workhorse for 23" and 27" stick umbrellas because it tolerates aggressive rolling and slotting without tearing at the seam. Common shaft walls run about 0.35–0.45 mm for promotional models and 0.45–0.55 mm for stronger retail builds. Steel gives good column strength, but every cut edge, rivet hole, and groove becomes a corrosion point unless the tube is properly plated, phosphated, powder coated, or painted. I reject thin bright-finished steel tubes that look good in the sample room but show red rust after 24–48 hours in a humidity cabinet, especially on black golf umbrellas shipped by sea.
Aluminum umbrella shafts solve weight and rust complaints, but they are less forgiving in forming. A 30" golf umbrella with an aluminum center pole can save roughly 40–80 g versus steel, which matters for retail sets and travel-friendly designs. The tradeoff is dent resistance and fatigue around button holes; if the alloy is too soft, the runner scrapes the anodized surface and the push-button area mushrooms after repeated auto-open testing. We usually specify thicker aluminum walls, often 0.50–0.70 mm depending on diameter, and avoid sharp groove profiles that create stress risers. In an OEM umbrella factory, aluminum is a good choice for premium straight umbrellas, UV UPF 50+ sun umbrellas, and corrosion-sensitive coastal markets, but it needs tighter tube OD control so the runner, spring, and handle fit do not bind.
For windproof builds, the best structure is often not all-metal. Steel umbrella ribs are strong and cheap, but on a double-canopy vented umbrella they can permanently bend when a 50+ mph gust flips the frame. Fiberglass ribs or fiberglass end ribs paired with a steel or aluminum shaft give a better failure mode: the ribs flex and recover while the metal shaft keeps the center structure stable. On 8K and 10K frames, this hybrid approach is common for 190T or 210T pongee canopies with Teflon coating; on 16K fashion umbrellas, the extra ribs add weight, so aluminum shafts may be used to keep the hand feel acceptable. Our standard practice at ZheBrella is to choose the shaft material first, then match rib material, wall thickness, runner clearance, and AQL 2.5 inspection points around that decision instead of treating the tube as a commodity part.
Key Forming and Machining Steps
The first control point in umbrella metal tube forming is not the cutter; it is tube drawing and straightening. For umbrella shaft production, we usually start with low-carbon steel or 6063/6061 aluminum tube, drawn to a stable OD/ID before any decorative plating or anodizing decision is made. A 23" straight umbrella may use a 10–12 mm center shaft, while a 21" folding model often uses three or four nested sections stepping down by roughly 1.0–1.5 mm per stage. If drawn tube ovality is loose, the runner feels sticky even when the fabric and frame are correct. Our standard practice at ZheBrella is to check straightness before cutting; a tube that is visibly banana-shaped after drawing will not be saved by later assembly pressure.
After straightening, tubes are cut to length, swaged, slotted, drilled, and deburred in a sequence that depends on the mechanism. Manual-open shafts need clean runner travel and accurate spring-button holes; auto-open and auto-open-close frames add tighter requirements because the spring load exposes every burr and misaligned slot. Swaging reduces or shapes tube ends so telescopic shafts can nest without wobble, and the die setup must hold concentricity, not just outside diameter. Slotting for notch seats, runner stops, and locking buttons is typically controlled within about ±0.10 mm on better OEM umbrella factory lines. A slot that is 0.3 mm too high can make the umbrella hard to lock; 0.3 mm too low can cause early release after a few hundred cycles.
Steel umbrella ribs and stretchers go through similar forming logic, but the failure mode is different. Rib tube or channel parts need repeatable drilling for rivets, smooth deburring around punched holes, and correct flattening at hinge points so the frame opens evenly across 8K, 10K, or 16K layouts. Aluminum umbrella shafts are lighter and resist red rust, but they dent more easily during swaging and need sharper process discipline when paired with fiberglass ribs or windproof double-canopy frames rated around 50+ mph. Good umbrella metal tube forming is measured in assembly behavior: runner movement should be smooth with no scraping, locking buttons should pop out positively, and nested telescopic sections should extend without shake, seizure, or metal dust after cycle testing.
Finishing, Corrosion, and Durability Checks
Finishing is where a good tube becomes a reliable umbrella part, and it is also where many low-cost suppliers hide shortcuts. For carbon-steel center shafts and steel umbrella ribs, we normally specify nickel-chrome plating, zinc plating, or electrophoretic black coating depending on the price point and exposure risk. A typical promotional 23 inch manual umbrella may pass with basic zinc plating, but golf umbrellas and coastal retail programs need stronger protection because water sits inside the runner, ferrule joint, and rib tips after closing. Powder coating gives better film thickness on exposed straight tubes, usually 60–80 microns, but it must be controlled at the crimp and notch areas so the runner still slides smoothly. Aluminum umbrella shafts are different: anodizing is cleaner, lighter, and more stable than paint for 21 inch and 23 inch folding models, especially when buyers want black, champagne, or matte silver finishes without peeling at the telescopic joints.
Salt-spray testing should match the real selling channel, not just a line in the quotation. For economy umbrella shaft production, 24 hours neutral salt spray may be acceptable, but retail outdoor programs often ask for 48–72 hours, and marine or resort orders sometimes require 96 hours on plated steel components. In umbrella metal tube forming, corrosion failures often start at punched holes, swaged ends, and cut edges, so we inspect those areas before approving bulk plating. Our standard practice at ZheBrella is to check outside diameter, wall thickness, straightness, hole position, slot width, and swage depth with calipers, pin gauges, and go/no-go fixtures before assembly. A 0.10 mm error at a notch can create a loose spring button or a sticky telescopic shaft, which becomes a customer complaint long before the canopy fabric wears out.
Durability checks must combine dimensional inspection with mechanical abuse, because a shiny tube that bends too easily is useless in the field. For ribs, we run bend checks on formed steel and fiberglass assemblies, looking for cracking at flattened ends, rivet holes, and U-channel bends; for shafts, we check compression, torsion, and runout after forming. Manual umbrellas are opened and closed through repeated hand cycles to confirm runner travel, latch engagement, and no scraping from burrs inside the tube. Auto-open and auto-open-close models need stricter cycle testing because the spring load magnifies small defects: we typically test 500–1,000 open-close cycles for normal orders and higher for retail validation. A competent OEM umbrella factory should also test finished umbrellas in wet condition, because plating residue, coating buildup, and hidden corrosion show up faster when the shaft is under spring tension and the canopy is pulling against 8K or 10K rib geometry.
Sourcing Specs for OEM Buyers
The first sourcing spec should lock the tube, not the umbrella photo. For umbrella metal tube forming, I want buyers to state material grade, outside diameter, wall thickness, temper, and part use: center shaft, runner tube, stretcher, or U-shaped rib channel. A 23" promotional stick umbrella often uses a steel shaft around 10–12 mm OD with 0.45–0.55 mm wall, while lighter aluminum umbrella shafts may run 0.8–1.0 mm wall because the material dents differently during swaging and hole punching. Steel umbrella ribs need separate callouts for rib width, channel depth, and whether tips are crimped, riveted, or plastic-inserted. If the PO only says “metal frame,” the OEM umbrella factory will choose the cheapest workable tube, and that is where bending cracks, loose rivets, and poor runner fit usually start.
Finish and corrosion targets must be written as measurable requirements. For umbrella shaft production, specify black electrophoresis, chrome plating, powder coating, anodizing for aluminum, or zinc plating under paint, then define the salt-spray expectation: 24 hours is low-end promotional, 48–72 hours is safer for retail, and coastal or golf umbrellas may need 96 hours on exposed steel parts. Ask for oil removal before coating; I have seen good tubes fail because stamping lubricant stayed inside the channel and bled out during carton storage. Pack-out matters too: separate metal tips from printed 190T or 210T pongee canopies, use PE sleeves or paper interleaves on plated shafts, and avoid over-tight 24/36 pc inner cartons that rub black paint off during ocean freight vibration.
Inspection should include AQL 2.5 for major defects, with functional checks beyond visual rust and scratches. Measure OD, wall thickness, straightness, hole position, rivet pull strength, open-close smoothness, and frame symmetry after assembly; for auto-open or auto-open-close umbrellas, tube burrs around punched holes can cut springs or jam the runner after 200 cycles. In the RFQ, define MOQ by frame type: custom steel tube tooling or new rib dies may start around 1,000–3,000 pcs, while standard 21", 23", 27", and 30" frames can be lower if using existing components. Lead time is usually 25–35 days after sample approval for standard finishes, 40–50 days for custom plating or anodized colors. Clarify FOB Ningbo/Shanghai versus DDP delivery early, because carton size, anti-rust packaging, and destination compliance all change the landed cost.
Frequently Asked Questions
Why does tube wall thickness matter in umbrella production?
Wall thickness affects weight, bending strength, locking-button fit, and telescopic shaft smoothness. A small change can reduce cost but may increase wobble or cycle-test failures.
Are aluminum shafts always better than steel shafts?
No. Aluminum reduces weight and resists rust better, but steel can offer lower cost and higher stiffness in some designs. The right choice depends on umbrella size, finish, and target price.
What tube materials are commonly used for OEM umbrella shafts and ribs?
Most OEM programs use iron or carbon steel tubes for cost-sensitive models, stainless steel for corrosion resistance, and aluminum alloy for lightweight folding umbrellas. Tube diameter, wall thickness, and temper are selected based on frame size, wind rating, and target price.
Can shaft and rib tube forming be customized for automatic umbrellas?
Yes. Swaging, slotting, drilling, and end shaping can be matched to automatic open, auto open-close, or manual frame systems. Buyers should provide drawings, samples, or target frame specifications so hole positions and tolerances can be confirmed before mass production.
What should buyers check before approving mass production of metal umbrella parts?
Check tube straightness, hole alignment, plating or anodizing coverage, burr removal, and assembly fit with runners, stretchers, and handles. For OEM orders, pre-production samples are typically approved before bulk forming, with lead times depending on tooling, finish, and order volume.
Looking to Launch Your Custom Umbrella Line?
ZheBrella is a Zhejiang-based OEM/ODM umbrella manufacturer with 17 years of export experience. Free design, low MOQ from 100 pieces, windproof construction, full-color print.
Get Free Quote Now »People Also Search For
Related Articles

Umbrella Rib Riveting Process for Stronger OEM Frames
See how rib riveting, hole alignment, and pull-force checks improve frame strength and consistency in OEM umbrella manuf...
Read More »
Umbrella Frame Assembly Jigs for Rib Alignment Control
See how assembly jigs control rib spacing, shaft straightness, and canopy symmetry to reduce defects in 8K, 10K, and 16K...
Read More »
Umbrella Assembly Line Balancing for OEM Production
Plan umbrella assembly stations, labor allocation, and QC gates to keep bulk OEM orders on schedule without sacrificing ...
Read More »