Umbrella Mold Tooling for Custom Tips, Runners, and Caps
When a custom umbrella needs branded tips, smoother runners, color-matched caps, or stronger ferrules, the real risk is not the plastic part itself but locking the wrong mold, resin, or tolerance before bulk production. On our Songxia factory floor, umbrella plastic parts tooling is planned around frame fit, injection shrinkage, Pantone control, MOQ, sampling rounds, and pull-test QC so buyers can price the part accurately and avoid assembly delays.
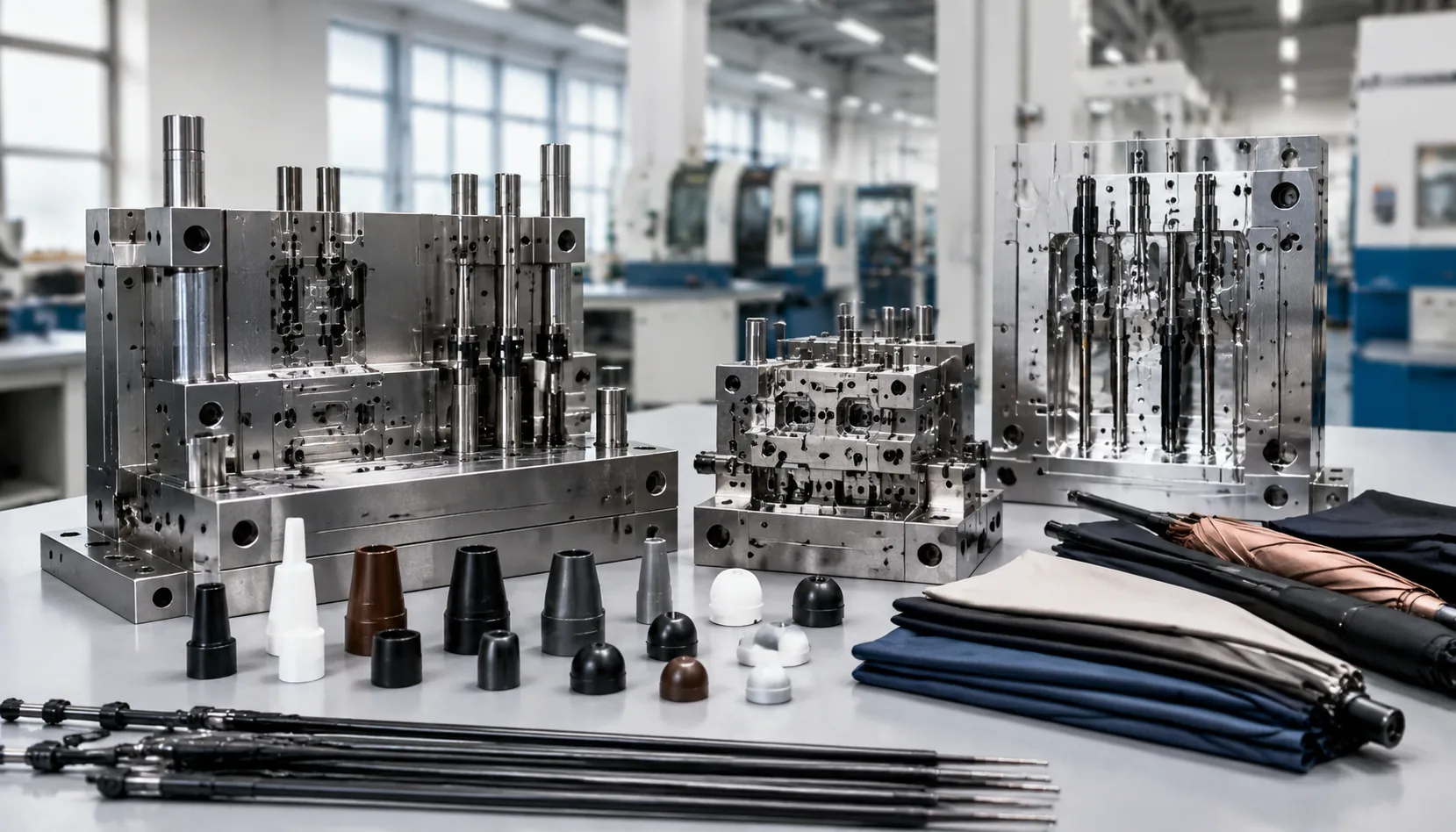
Which Umbrella Parts Need Tooling
The parts that most often need a mold are the small components buyers underestimate: umbrella tips and caps, top caps, ferrules, runners, notches, push buttons, handle inserts, end plugs, and decorative badges. On a 23" straight umbrella, the runner and notch control how smoothly the 8K frame opens; on a 27" golf umbrella, the runner geometry must handle more rib leverage, especially with fiberglass ribs and a double-canopy vented windproof construction. Tips also matter more than they look. A thin PP tip may be fine for a 190T pongee promotional umbrella, but a heavier 210T canopy or 30" golf frame often needs a stronger nylon or POM part to avoid cracking during assembly and AQL 2.5 drop checks.
Existing molds are enough when the part is standard, the logo does not need to be molded in, and the frame supplier already has matching dimensions. For example, a black plastic runner for a manual-open 21" folding umbrella or a standard top cap for a 23" auto-open model usually can come from stock tooling, saving 12–25 days and avoiding a tooling charge. In our standard practice at ZheBrella, we first check shaft diameter, rib thickness, notch angle, canopy hole size, and handle connection before recommending custom umbrella mold tooling. Many so-called custom requests can be solved with color matching, pad printing, heat-transfer branding, or a small insert change rather than a full new mold.
New umbrella plastic parts tooling makes sense when the accessory affects function, brand appearance, or patent separation. If a retail brand wants a proprietary runner shape, molded logo button, special ferrule profile, soft-touch handle insert, or color-matched OEM umbrella accessories across several SKUs, a dedicated mold gives better consistency than modifying stock parts. Injection molded umbrella parts also need new tooling when tolerances are tight: auto-open-close buttons, reverse umbrella caps, blunt child-safe tips, and runners for 10K or 16K frames cannot be guessed from a drawing alone. We normally require 3D files or physical samples, then make T0 samples for fit testing before mass production; tooling lead time is commonly 18–35 days depending on cavity count, texture, steel grade, and whether the buyer needs FOB Ningbo/Shanghai or DDP shipment planning built into the schedule.
Resin Selection and Durability Requirements
Resin choice decides whether umbrella plastic parts tooling becomes a stable production asset or a recurring complaint source. ABS is the cleanest option when the buyer wants a glossy color-matched cap, branded runner button, or decorative top notch with sharp logo detail; it flows well, plates or paints better than PP, and holds dimensions tightly enough for snap-fit caps. The weakness is impact performance in low temperature, so I avoid standard ABS for export programs going to Canada, Northern Europe, or mountain retail unless we specify high-impact or UV-stabilized grades. PP is cheaper and tougher in hinge-like areas, useful for flexible end caps and some umbrella tips and caps, but it shrinks more and gives a softer surface finish. That means the mold needs more careful gate location, cooling balance, and texture planning, especially on visible OEM umbrella accessories where a sink mark around a rib pocket will be rejected under AQL 2.5 inspection.
Nylon is my default recommendation for loaded parts that touch the frame, especially runners, collars, rib joints, and tips clipped onto fiberglass ribs. PA6 and PA66 have better abrasion resistance than ABS or PP, and they tolerate repeated open-close cycling on 8K, 10K, and 16K umbrellas without the mouth of the part wearing loose too quickly. The tradeoff is moisture absorption: nylon dimensions shift after conditioning, so custom umbrella mold tooling must be built around real service dimensions, not only fresh-off-the-machine measurements. Acetal, often POM, is better when we need low friction and crisp movement, such as slider inserts, runner sleeves, or small latch parts in auto-open and auto-open-close mechanisms. It machines and molds accurately, but it does not like poor venting or overheating, so the tooling shop must control runners, vents, and processing windows instead of treating it like general-purpose plastic.
Durability requirements should be written into the tooling brief before steel cutting starts: UV exposure hours, drop temperature, pull-out force, salt-spray risk, and whether the part locks onto steel ribs, fiberglass ribs, or mixed components. Steel frames can concentrate stress at small contact points, so brittle ABS caps may crack if the socket wall is too thin; fiberglass ribs are more forgiving but can abrade soft PP tips after repeated flexing in wind. For outdoor retail umbrellas, we usually specify UV-stabilized resin or masterbatch because black and dark navy parts survive better than bright white, yellow, or red parts under sun exposure. For injection molded umbrella parts shipped by sea, I also check cold-weather brittleness after warehouse conditioning, not only room-temperature samples. Our standard practice at ZheBrella is to test assembled parts on finished 23-inch and 27-inch frames, because a plastic tip that passes loose-part inspection can still fail once canopy tension and rib angle are applied.
Tooling Workflow From Drawing to T1 Sample
The fastest tooling projects start with a locked drawing, not a nice-looking sample photo. For umbrella plastic parts tooling, we confirm 2D dimensions first: outside diameter, wall thickness, clip slot width, button travel, draft angle, gate mark location, and tolerance on the shaft or rib contact area. Then we check the 3D file against the actual umbrella frame, because a runner that looks correct in CAD can still bind on a 14 mm steel shaft or sit loose on a 12.7 mm aluminum tube. For umbrella tips and caps, we also verify rib end shape, sewing allowance, and whether the cap must hide a rivet or exposed ferrule. Our standard practice at ZheBrella is to approve a marked-up PDF and STEP file before steel cutting, because changing a 0.3 mm snap-fit after CNC machining costs more time than arguing about it at drawing stage.
Mold design comes next: cavity count, parting line, slider needs, ejector pin position, cooling channel, runner balance, and resin shrinkage. Most OEM umbrella accessories use PP, ABS, POM, nylon, or PVC depending on flexibility and wear. A runner or auto-open button normally needs better dimensional control than a decorative top cap, especially when it touches the spring, notch, or locking plate. For custom umbrella mold tooling, we usually machine the core and cavity by CNC, finish fine details by EDM, then apply polishing or light texture after the T0 fit check. Texture should not be decided late; a matte surface can tighten a snap joint slightly, while a glossy cap shows weld lines and sink marks more clearly. If a logo is molded into the cap or handle insert, engraving depth is normally kept around 0.2–0.4 mm to avoid weak edges.
T1 sample shots are where injection molded umbrella parts become factory reality. We test fill, flash, sink, color stability, clip strength, assembly force, and cycling with the actual shaft, runner, spring, and auto-open mechanism. Auto-open buttons are especially sensitive: if the button head is 0.2 mm too high, it scratches the runner; if travel is short, the umbrella may not lock after 200–300 cycles. Runners depend on shaft diameter, shaft coating, notch position, and whether the frame is 8K, 10K, or 16K, because rib load changes how smoothly the runner slides under tension. Typical adjustment rounds after T1 include widening a slot, reducing ejector marks, changing gate position, adding draft, or polishing a sticking surface. Good umbrella plastic parts tooling usually reaches approval after T1–T3, with 7–15 days for sampling after mold machining and another 3–7 days per correction round depending on steel work required.
Color Matching and Surface Finish Controls
Color control starts before steel is cut, not after the first injection trial. For umbrella plastic parts tooling, we ask buyers to lock the Pantone target, resin type, and surface requirement together because the same Pantone chip will read differently in PP, ABS, POM, or nylon under D65 light. Tips and caps are usually PP or ABS; runners often need POM or nylon for wear resistance. Our standard practice at ZheBrella is to make masterbatch color plaques first, then shoot T0 samples from the trial mold and compare them against Pantone under a light box, not office lighting. A delta E tolerance around 1.0–1.5 is realistic for retail programs; promotional jobs often accept 2.0 if the color is not brand-critical. If the buyer wants custom umbrella mold tooling plus a proprietary color, add 3–7 days for masterbatch approval before final T1 tuning.
Surface finish needs to be specified in tooling drawings, not described vaguely as “premium.” High-gloss umbrella tips and caps show weld lines, flow marks, and scratches faster, so the cavity polish has to be cleaner and the gate location must be chosen carefully. Matte texture hides handling marks better, especially on black and navy OEM umbrella accessories, but it can make Pantone colors look slightly lighter or grayer. For injection molded umbrella parts with logo embossing or debossing, I prefer at least 0.25–0.35 mm logo depth and a draft angle that lets the part eject without dragging the edge of the letters. Tiny serif fonts are a bad idea on 6–8 mm cap heads; they fill poorly and fail visual AQL 2.5 inspection too often.
Sink marks are controlled by wall balance, rib design, gate size, and cooling, not by blaming the molding operator. Thick umbrella runners around the spring slot or shaft collar are the usual trouble spots; if the boss is too heavy, the outside face will pull inward after cooling. Good umbrella plastic parts tooling keeps nominal wall thickness around 1.5–2.5 mm for most PP/ABS accessories and uses ribs at roughly 50–60% of wall thickness to support strength without creating sink. Buyers should understand the commercial impact: one stock black or white accessory may run at 3,000–5,000 pcs MOQ, but a custom Pantone masterbatch often pushes MOQ to 10,000–20,000 pcs per color. Add another 5–10 days if surface texture, logo engraving, or color correction requires a second approval loop before mass production.
Inspection Points Before Mass Production
The first inspection gate for umbrella plastic parts tooling is dimensional, not cosmetic. For custom tips, runners, top caps, and end caps, we check cavity output against the approved 2D drawing and golden sample: outer diameter, bore diameter, wall thickness, rib-slot width, runner notch depth, screw-post height, and cap seating depth. On a 23" or 27" frame, a 0.2 mm error at the tip hole can make the rib either rattle loose or split the plastic during riveting. For injection molded umbrella parts, I also ask QC to measure shrinkage consistency across at least 20 shots from different cavities, especially on PP, ABS, and nylon parts where cooling time changes the final size. Flash over 0.10 mm around runner slots is usually rejected because it scrapes the shaft coating and makes the open-close action feel cheap.
Fit testing must be done on assembled frames, not only on loose parts in a tray. We mount umbrella tips and caps onto real 8K, 10K, or 16K frames with the correct rib material, because fiberglass ribs flex differently from steel ribs and expose weak mold design faster. The runner should slide smoothly on the shaft without binding, wobbling, or scraping the black nickel, chrome, or powder-coated finish. On auto-open and auto-open-close umbrellas, we cycle the frame at least 30–50 times before mass production approval to catch tight runner tolerances, weak spring clearance, and cap interference. Stress whitening, sink marks near thick bosses, gate blush, burn marks, and knit lines around rib slots are not just appearance issues; they often become crack points after wind loading or carton compression during export handling.
Before release, custom umbrella mold tooling should pass an AQL 2.5 visible-defect inspection using the same standard planned for bulk production, not a relaxed pre-production check. Our standard practice at ZheBrella is to separate critical fit defects from minor cosmetic defects: cracked runner, loose tip, blocked bore, sharp flash, and wrong color are treated more seriously than a small non-facing flow line. For OEM umbrella accessories, pack-out also matters because glossy ABS caps and plated decorative tips scratch easily before they ever reach the sewing line. We specify PE bagging, cavity trays, paper interleaves, or compartment cartons depending on finish, then run a shake check on export cartons. Whether the shipment moves FOB Ningbo/Shanghai or DDP to a U.S. warehouse, poor inner packing can turn good molded parts into rejected components before final umbrella assembly.
Frequently Asked Questions
Do custom umbrella tips and caps always require a new mold?
No. If the size and shape are standard, a factory may use existing tooling and only customize color or logo. A new mold is usually needed for proprietary shapes, special branding, or unusual shaft and rib dimensions.
How does tooling affect MOQ and lead time?
New tooling adds design, machining, and T1 sample time before mass production starts. MOQ is often higher because the factory must justify resin setup, color matching, and mold-changeover costs.
What tooling cost should buyers expect for custom umbrella tips, runners, caps, or ferrules?
Simple tip or cap molds often start around $800–$2,000, while more complex runner or multi-cavity molds can range from $2,500–$6,000 depending on part geometry, cavities, surface finish, and steel grade. Tooling cost is usually quoted separately from unit pricing.
What is the typical MOQ for injection molded umbrella plastic parts?
For existing molds, MOQ may be 5,000–10,000 pieces per color. For new custom tooling, factories usually recommend 20,000–50,000 pieces to spread mold cost efficiently and maintain stable color matching.
How long does sampling take after confirming a custom umbrella accessory mold?
A first T0 sample is typically ready in 15–25 days after mold drawing approval and deposit. Color matching or fit adjustments may add 5–10 days before pre-production approval.
Looking to Launch Your Custom Umbrella Line?
ZheBrella is a Zhejiang-based OEM/ODM umbrella manufacturer with 17 years of export experience. Free design, low MOQ from 100 pieces, windproof construction, full-color print.
Get Free Quote Now »People Also Search For
Related Articles

Custom Umbrella Handle Tooling and Mold Cost Guide
Understand custom umbrella handle tooling, mold fees, materials, MOQ, sampling steps, and quality checks before approvin...
Read More »
Umbrella Handle Manufacturing: Materials, Molds, and Finishes
Compare molded, wood, and metal handles, plus overmolding, soft-touch grips, and finish choices that affect comfort, bra...
Read More »
Umbrella Components Explained: Tips, Ferrules, Runners, and Notches
A plain-language guide to the small umbrella parts - tips, top ferrule, runner, notch, and spreaders - and why they deci...
Read More »