Umbrella Frame Assembly Jigs for Stable 8K and 16K Builds
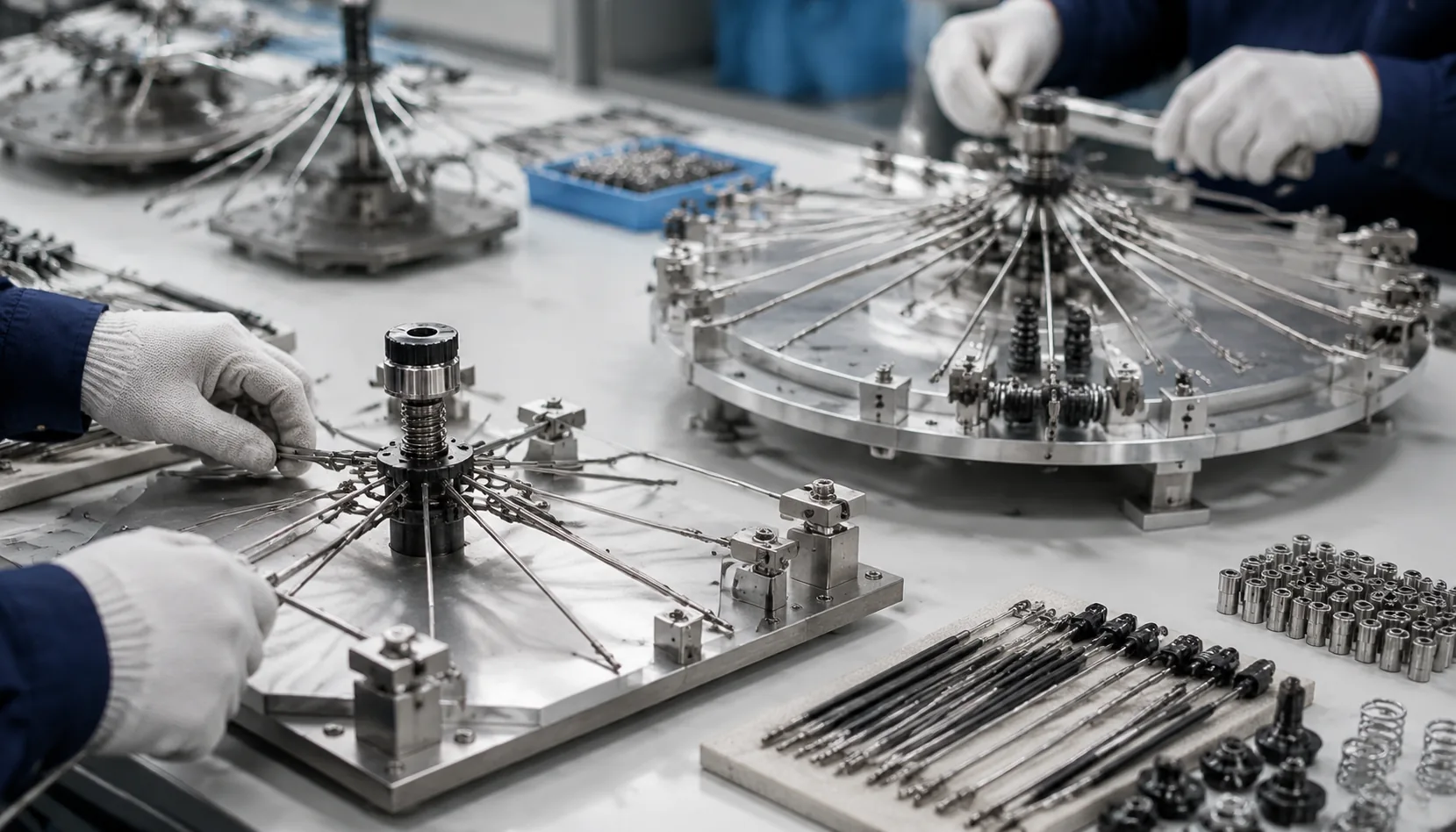
For bulk 8K and 16K umbrella orders, the frame can look correct on the bench but still bind, wobble, or open unevenly after packing if rib angles and rivet positions drift by even a few millimeters. On our Songxia assembly floor, umbrella frame assembly jigs are not optional fixtures; they are how we hold stretcher geometry, runner travel, and crown alignment consistent across thousands of builds.
What Assembly Jigs Control on an Umbrella Frame
Umbrella frame assembly jigs are not just holding fixtures; they decide whether an 8K umbrella frame opens cleanly or fights itself at every rib. On the frame line, the jig fixes rib spacing around the runner and notch so each rib sits at the same clock position before riveting. For an 8K build, even a 2–3 mm spacing error can make one panel pull tight while the opposite panel bags. On a 16K umbrella frame, the tolerance stack is worse because there are twice as many ribs, stretchers, and rivet points competing for the same circular geometry. A good jig locks the shaft vertical, keeps the notch height consistent, and prevents the runner from tilting during the umbrella riveting process. That is why a frame can pass a quick visual check but still fail after 20 open-close cycles if it was assembled freehand or on a loose fixture.
Stretcher angle is the control point many buyers do not ask about, but it is where opening feel is made. If the stretcher is too flat, the umbrella needs extra force to lock open; if it is too steep, the canopy crowns too high and overloads the rib tips. For steel ribs, that usually shows as bent stretchers or noisy joints. For fiberglass ribs, the frame may survive bending but develops uneven rebound, so one side opens faster than the other. Our standard practice at ZheBrella is to use separate angle plates for 21 inch, 23 inch, 27 inch, and 30 inch frames rather than forcing one fixture to cover all sizes. The jig also holds the top spring, runner path, and center shaft in line, which matters on auto-open and auto-open-close mechanisms where spring force exposes every alignment error immediately.
Tip symmetry is the final proof that the assembly jig did its job. When rib ends land on the same circle, the sewn canopy attaches without twisting, corner tension is even, and the umbrella does not wobble when shaken open. This is especially important for double-canopy vented windproof models, where the upper and lower pongee panels must breathe evenly under gust load. In production, stable umbrella frame assembly jigs reduce rework before AQL 2.5 inspection because inspectors see fewer high-low tips, crossed stretchers, loose rivets, and off-center shafts. On a 16K frame, the rejection rate can climb quickly if one rivet station drifts, because one bad joint affects neighboring ribs through canopy tension. Proper jig control gives smoother opening, more consistent lock engagement, and fewer customer complaints about frames that look acceptable in the carton but feel rough in hand.
Different Jig Needs for 8K, 10K, and 16K Frames
The jig tolerance that works on an 8K umbrella frame will often produce a crooked canopy on a 16K umbrella frame, because the error repeats twice as many times around the runner. On a standard 23 inch straight umbrella with 8 ribs, a 1.0 degree rib-angle drift may still hide under the canopy tension after sewing; on a 16K build, the same drift creates visible scallop mismatch, uneven rib spacing, and a runner that feels tight before full lock. For umbrella frame assembly jigs, I prefer hard locating points for the notch, runner, top spring, and rib tip plane, not just a flat board with drilled holes. The main rib and stretcher must sit in the same elevation relationship they will have after riveting, otherwise the umbrella riveting process locks in a twist that inspection only finds after canopy mounting.
8K and 10K frames are usually forgiving enough for modular fixtures, especially when using steel ribs on promotional 21 inch or 23 inch manual-open umbrellas. The fixture can share a center post and adjustable rib stops, with different templates for 8K and 10K pitch circles. But 16K frames need dedicated pitch control because the stretcher spacing is tighter and the rivet stack has less room to float. Fiberglass ribs make this more sensitive, not less, because they rebound after clamping and can push a weak jig out of position. Our standard practice at ZheBrella is to check first-article frames for open diameter, rib-tip height variation within about 3 mm, runner travel smoothness, and crown symmetry before releasing bulk assembly to the line.
Compact, golf, and straight umbrellas should not share the same fixture dimensions even when the rib count is identical. A 21 inch 3-fold compact frame needs jigs that control folded segment overlap, short stretcher geometry, and auto-open-close spring clearance; if the rib knuckle sits 2 mm off, the folded umbrella becomes bulky or refuses to close cleanly. A 27 inch or 30 inch golf umbrella has longer ribs and higher leverage, so the jig must support the rib length farther from the hub to prevent sag during riveting, especially on double-canopy vented windproof models rated for 50+ mph. Straight umbrellas sit between these two: the fixture must protect smooth opening feel and canopy roundness, but it does not need the folding-link control required on compact frames.
Fiberglass vs Steel Rib Handling During Assembly
Fiberglass ribs fail differently from steel, so the fixture pressure has to be different before the first rivet is set. On an 8K umbrella frame, a steel rib can tolerate a firm V-block and side stop because the tube or channel will bend before it cracks. Fiberglass ribs are less forgiving: over-clamp them and you create white stress marks, crushed fibers, or small splinters that only show up after the canopy is sewn and the umbrella is opened 20 times. Our standard umbrella frame assembly jigs use wider nylon contact pads, a softer locating face, and a travel-limited pneumatic clamp set around 0.25-0.35 MPa for common 23" and 27" builds. For 16K umbrella frame work, the fixture must also control rib angle more tightly because small spacing errors multiply around the runner; I normally allow no more than 1.5 mm variation at the rib tip before rejecting the set for rework.
Steel ribs bring the opposite problem: they are tougher during handling but easier to damage cosmetically and at the cut edge. Nickel-plated or black electrophoresis-coated steel ribs should not be dragged across bare aluminum tooling, because plating scratches become rust points after salt-spray exposure or a wet warehouse season. Good umbrella frame assembly jigs use replaceable UHMW or POM wear strips at the rib channel, and the operator checks burr direction before loading. In the umbrella riveting process, a small burr around the rib hole can scrape the stretcher, increase opening force, or lock the joint slightly off-center. We run a finger-glove check and random 10x magnifier check after punching, especially on 0.45-0.55 mm steel channels. If the rivet spins too freely, the umbrella feels loose; if it is over-peened, the runner feels heavy and the customer blames the spring, not the joint.
Hybrid frames are where factory discipline matters most because fiberglass ribs and steel stretchers behave differently under the same press stroke. This construction is common in promotional and retail umbrellas because it gives better wind recovery than all-steel ribs without the full cost of a high-end full-fiberglass frame. A typical 23" auto-open model may use fiberglass ribs with 0.45 mm steel stretchers, while a 27" golf umbrella may use thicker fiberglass ribs with reinforced steel or zinc-plated stretchers to survive 50+ mph wind-tunnel testing in a double-canopy design. The assembly sequence should locate the fiberglass rib first, then bring the steel stretcher into position without twisting the rib tip. I prefer riveting dies with a slightly rounded anvil face for these builds, because flat aggressive dies can crush the fiberglass-side washer area. During AQL 2.5 inspection, we open-close sample units at least 20 cycles and check for cracked rib ends, scratched plating, and uneven rib spread before packing.
Riveting, Runner, and Auto-Open Alignment Checks
Rivet depth is where stable frames are won or lost, especially before the canopy hides the small mistakes. On an 8K umbrella frame, we normally check crown, runner, stretcher, and rib-tip joints with a go/no-go feeler and a hand wobble test: the rivet head must sit tight enough to remove side play, but not so tight that fiberglass ribs or steel stretchers pinch during rotation. In the umbrella riveting process, I want the mushroomed end clean, centered, and free of cracks; a flattened rivet that bites into the rib eye will pass visually but fail after 200–300 open-close cycles. Hole alignment is checked before pressing, not after, because forcing a rivet through offset holes twists the stretcher geometry. For 16K umbrella frame builds, the tolerance stack is less forgiving because twice the rib count means twice the friction points around the runner.
Umbrella frame assembly jigs should hold the shaft, crown, runner, and rib arc in the same working position the umbrella will see during opening, not just in a flat bench layout. A good jig lets the operator confirm spring clearance under the runner, top notch engagement, and lower spring release without fingers compensating for misalignment. I look for at least 1.5–2.0 mm clearance around the spring button so plating thickness, powder coating, or small burrs do not slow the release. Runner travel is measured from fully closed to locked-open position; if the runner drags, clicks twice, or stops short by even 3–4 mm, the canopy will later show uneven tension and one panel will look loose. Before canopy mounting, we open the bare frame repeatedly and watch for rib binding, uneven stretcher lift, and any spoke that rises later than the others.
Auto-open alignment is tested before fabric because the mechanism should launch the frame cleanly without canopy weight helping or hiding the defect. For manual and auto-open shafts, the release button must disengage smoothly, the runner must clear the spring button, and the frame should reach full lock without the operator snapping the wrist. On 23 inch and 27 inch builds, we typically compare opening force by sample lot; a frame that feels heavy, rough, or asymmetric is pulled for rivet and runner inspection. Umbrella frame assembly jigs also help catch wobble at the shaft-runner interface by keeping the shaft vertical while the inspector shakes the open frame lightly at the crown and handle end. Our standard practice at ZheBrella is to reject frames with visible runner tilt, delayed rib deployment, sharp rivet burrs, or fiberglass rib scraping before sewing begins, because fixing those problems after canopy mounting wastes far more labor.
Buyer Specs That Reduce Frame Variation
The buyer spec should lock the frame geometry before anyone quotes the canopy, because small frame variation shows up as crooked panels, weak tips, and noisy after-sales claims. For an 8K umbrella frame, define the finished open diameter tolerance, not just the nominal size: a 23" stick umbrella might be acceptable at ±10 mm, while a retail golf umbrella at 30" often needs tighter control because shelf samples are compared side by side. Rib count must be stated clearly as 8K, 10K, or 16K, since a 16K umbrella frame needs different notch spacing, runner travel, rib nesting, and canopy seam allowance. Do not let suppliers substitute fiberglass ribs for steel ribs, or mix fiberglass long ribs with steel stretchers, unless that hybrid construction is written into the bill of materials.
Good umbrella frame assembly jigs reduce variation only when the purchase order defines what the jig is controlling. Buyers should specify rib material, shaft material, rib length, stretcher length, rivet diameter, washer use, and whether the umbrella riveting process is manual press, pneumatic press, or semi-automatic. For example, a 190T pongee promotional umbrella with a black steel shaft can tolerate more cosmetic play than a UPF 50+ retail umbrella using fiberglass ribs and a reinforced aluminum shaft. The cycle test target should also be written into the spec: 300 open-close cycles is common for low-cost promo work, 500 cycles is safer for repeat retail programs, and 1,000 cycles should trigger stronger ribs, better rivets, and a tighter runner inspection plan.
Inspection language should be practical enough for the factory floor, not just legal cover. AQL 2.5 should list measurable frame checks: open diameter tolerance, rib symmetry, runner lock strength, tip alignment, rivet looseness, shaft straightness, and automatic open or auto-open-close function if used. Our standard practice at ZheBrella is to keep approved umbrella frame assembly jigs tied to the customer’s confirmed sample, then use the same gauge points during pre-production, in-line inspection, and final random inspection. That matters for FOB and DDP shipments because repeat orders may be packed weeks apart, shipped through different forwarders, or delivered to multiple warehouses, but the frame still needs to open with the same crown height, tension, and hand feel as the first approved batch.
Frequently Asked Questions
Why do two umbrellas with the same rib count feel different?
Frame feel depends on rib material, stretcher geometry, rivet consistency, shaft stiffness, and runner clearance. A 16K frame assembled with loose riveting can feel less stable than a well-jigged 8K frame.
Should buyers request frame samples before canopy artwork approval?
Yes. Approving the bare frame first helps confirm rib count, open diameter, auto-open function, and weight before print placement is finalized on the canopy.
What tolerances should buyers specify for 8K and 16K frame assembly?
For bulk production, buyers commonly specify consistent rib angle, centered rivet placement, and smooth runner travel with no catching. A practical QC standard is to open and close each sampled frame 3-5 times and reject frames with uneven canopy tension or loose rib joints.
Do 16K umbrella frames require different jigs than 8K frames?
Yes. A 16K frame has tighter rib spacing and more rivet points, so factories typically use separate locating plates or adjustable jig settings for rib angle and stretcher alignment. Using an 8K jig for 16K production can cause uneven opening force and canopy distortion.
How does the riveting process affect bulk umbrella frame lead time?
Riveting is one of the key bottlenecks because every rib and stretcher joint must be aligned before pressing. For OEM orders, frame assembly and riveting usually take 3-7 days within the total production schedule, depending on order quantity, frame complexity, and QC sampling level.
Looking to Launch Your Custom Umbrella Line?
ZheBrella is a Zhejiang-based OEM/ODM umbrella manufacturer with 17 years of export experience. Free design, low MOQ from 100 pieces, windproof construction, full-color print.
Get Free Quote Now »People Also Search For
Related Articles

Umbrella Rib Riveting Process for Stronger OEM Frames
See how rib riveting, hole alignment, and pull-force checks improve frame strength and consistency in OEM umbrella manuf...
Read More »
Umbrella Frame Riveting Process for Strong OEM Builds
See how rib riveting, runner assembly, and in-line pull checks improve umbrella frame strength before final canopy mount...
Read More »
Umbrella Frame Assembly Jigs for Rib Alignment Control
See how assembly jigs control rib spacing, shaft straightness, and canopy symmetry to reduce defects in 8K, 10K, and 16K...
Read More »