Umbrella Frame Assembly Jigs for Consistent Rib Alignment
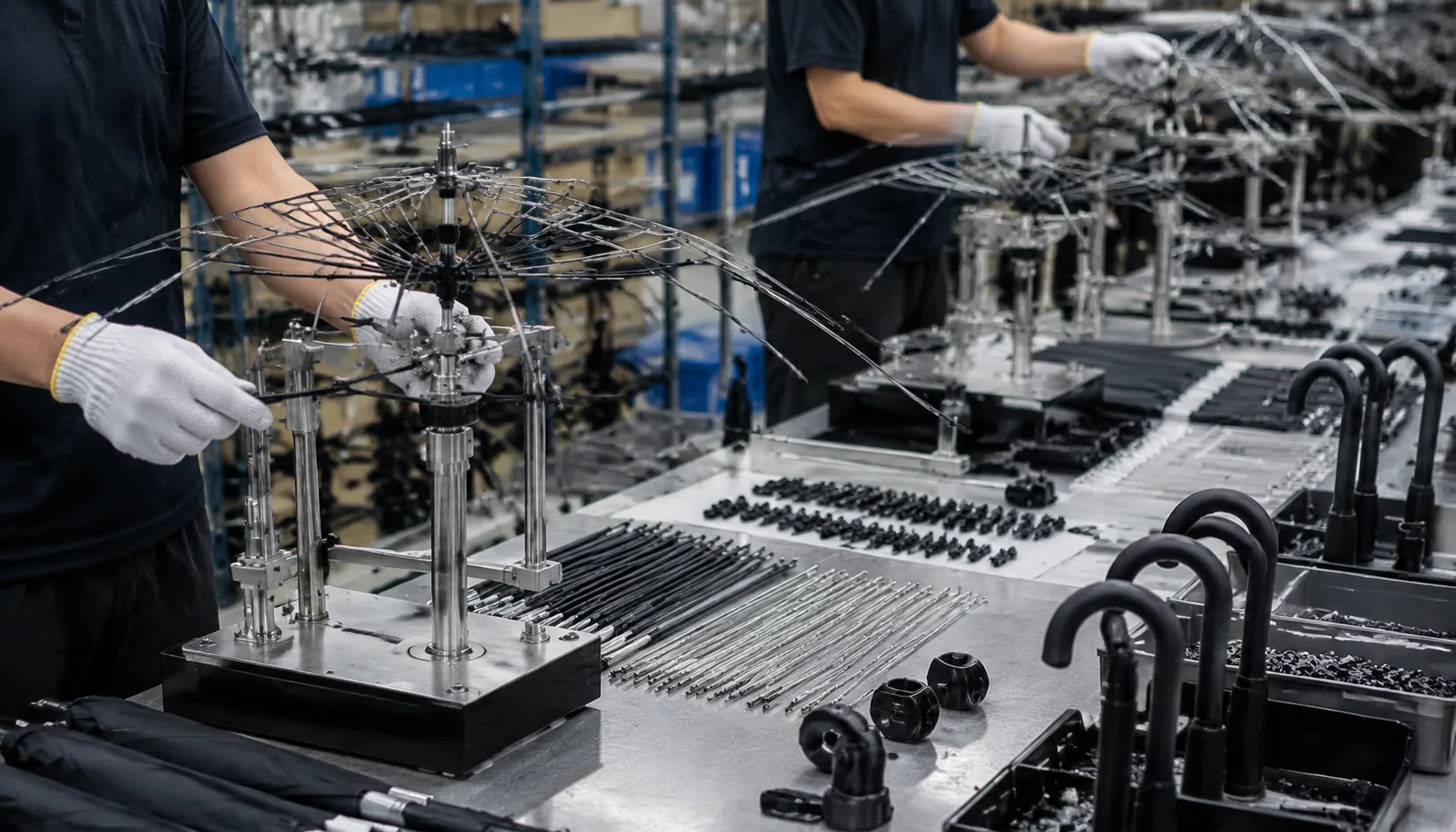
When rib spacing drifts by even a few millimeters, the problem shows up later as uneven canopy pull, rough opening, or failed final inspection. On our Songxia production floor, umbrella frame assembly jigs give operators a fixed reference for rib angle, runner position, and notch alignment before the canopy ever reaches sewing or AQL checks. For OEM buyers, that control is the difference between a sample that looks good and bulk production that opens smoothly carton after carton.
Why Rib Alignment Starts at the Assembly Jig
Umbrella frame quality control should treat the jig as a controlled tool, not a workshop convenience. We mark every jig by frame size, rib count, shaft diameter, and mechanism type: manual, auto-open, or auto-open-close. A 21 inch 8K compact frame cannot share the same positioning assumptions as a 30 inch golf umbrella with double-canopy venting and fiberglass ribs rated for 50+ mph wind-tunnel testing. The jig must also account for stretcher hole position, rivet stack thickness, and plastic runner clearance, because these determine whether the frame opens symmetrically under load. During AQL 2.5 inspection, inspectors may measure finished rib tip spacing, but by then rejects are expensive: canopy sewing, printing, and packing labor are already spent. Keeping umbrella frame assembly jigs calibrated every 5,000–8,000 cycles is a practical control point, especially for FOB and DDP orders where replacement shipments cost more than the frames themselves.
Key Tolerances for Ribs, Stretchers, and Runners
Rib length matching is the first tolerance that decides whether an umbrella opens round or fights itself at every panel seam. For 23" and 27" straight umbrellas, I like rib-to-rib length variation held within ±1.5 mm on standard 8K steel frames and within ±2.0 mm on fiberglass rib assembly because pultruded fiberglass has slightly more elastic recovery after riveting. On compact 21" auto-open-close frames, keep paired ribs within ±1.0 mm because the folding geometry magnifies small errors near the second joint. Plated steel ribs should be checked for straightness before assembly; a rib with a 2 mm bow over 500 mm will pass casual visual inspection but pull the canopy off-center after sewing. Fiberglass ribs need a different control point: check end drilling position and molded tip socket fit, not only total length, because an off-center hole changes the effective arc. Good umbrella frame assembly jigs should locate the notch, runner, and rib tips together, not just clamp the shaft vertically.
Runner travel clearance is where many OEM umbrella manufacturing problems show up late, after printing and sewing costs are already inside the product. On manual and auto-open 23" umbrellas, the runner should move smoothly with roughly 0.2–0.5 mm clearance around the shaft, without side shake that lets stretchers twist. For auto-open-close 21" models, the lower runner and spring-loaded tube need even tighter feel; any burr from plating or rivet compression can create sticking during the last 20 mm of travel. Notch seating must be positive: each stretcher wire or U-bracket should sit fully in the notch slot, with rivet heads flat and no rubbing against adjacent ribs. Plated steel stretchers are vulnerable to chrome or nickel build-up at the pivot hole, so we gauge hole diameter after plating, not before. Fiberglass ribs usually fail at the joint insert or rivet crush point, so our standard practice at ZheBrella is to use a go/no-go pin and a flex-open cycle check before canopy mounting.
Tip-to-tip symmetry is the final practical test because it catches stack-up error from rib length, stretcher angle, runner height, and notch position in one view. With the frame fully opened and locked, opposite rib tips on an 8K frame should land within 3 mm of a true circle for mid-market rain umbrellas; for retail-grade 10K or 16K frames with 210T pongee and UPF 50+ coating, I push that closer to 2 mm because heavier coated fabric exposes uneven tension. The rib alignment tolerance should be measured in the jig before sewing, then confirmed again after canopy attachment, since seam allowance and tip cup placement can hide or worsen frame errors. Umbrella frame quality control should also separate fiberglass and steel sampling: fiberglass frames need repeated open-close cycling and wind flex checks, while plated steel frames need corrosion spot checks, rivet pull checks, and visual inspection for plating cracks around punched holes. For export orders, record these checks under AQL 2.5 with clear defect definitions, not vague notes like “frame uneven.”
Assembly Flow for 8K and 16K Frames
A 16K frame is not just an 8K frame with more ribs; it is a slower build with more chances for cumulative error. Sixteen ribs mean sixteen notch joints, sixteen stretcher links, and twice as many opportunities for rivet height variation, so the umbrella frame assembly jigs must hold tighter angular spacing, usually within about ±1 degree between adjacent ribs. Assembly time can run 35% to 60% longer than a standard 8K frame, especially on 27 inch and 30 inch golf umbrellas with fiberglass ribs and double-canopy construction. After runner installation, every sample frame goes through pre-open testing: three to five manual cycles for smooth travel, lock engagement check, rib tip height comparison, and shake testing to catch loose rivets. For umbrella frame quality control, inline inspectors pull frames before canopy sewing, because once 190T or 210T pongee is sewn on, a bad rib arc becomes a visible panel wrinkle. Serious programs add wind pre-screening, often targeting 50+ mph survival before AQL 2.5 final inspection.
In-Line Tests Before Canopy Sewing
The best time to catch a bad frame is before the canopy hides the problem. On our assembly lines, umbrella frame assembly jigs set the basic geometry, but operators still test every tray of frames for open-close smoothness, frame balance, loose rivets, and rib seating before the fabric goes to sewing. A 23" auto-open stick umbrella should snap open cleanly without one rib lagging behind; a 21" 3-fold auto-open-close frame should lock at full extension without handle kickback or shaft wobble. For manual frames, we check runner travel, spring button engagement, cap alignment, and whether the stretchers sit evenly against the ribs. If the frame rocks on the bench or one panel space is visibly wider, the issue is usually an uneven stretcher bend, a rivet set too tight, or a rib pulled off-center during assembly.
For OEM umbrella manufacturing, I prefer line sampling by lot and station, not just by finished-carton inspection. A practical control is to pull 5 to 8 frames every 30 minutes from each riveting or runner-fitting station, then record rib alignment tolerance, opening force, and visible defects. On 8K and 10K steel frames, we usually allow tighter visual symmetry than on cheap promotional folders because the canopy will show every uneven panel after sewing. Fiberglass rib assembly needs a different eye: the ribs flex well, but a cracked rib tip, over-compressed rivet, or misaligned notch can create a delayed failure after 50 to 100 open-close cycles. If the order includes windproof double-canopy frames, we also check that the floating lower ribs move freely and do not bind under the top notch.
Auto-open trigger function deserves special attention because buyers often test it first when samples arrive. The push button should release without grinding, the runner should lock positively, and the safety catch should not fire inside the polybag during carton vibration. For bulk orders, in-line umbrella frame quality control reduces rework before canopy sewing, but it does not replace final inspection. Our standard practice at ZheBrella is to combine line checks with final AQL 2.5 inspection after finishing, packing, and carton marking. At final inspection, inspectors open and close sampled umbrellas several times, check rib symmetry under the sewn canopy, confirm no loose tips or exposed rivets, and verify order details such as 190T or 210T pongee, POE/PVC/EVA canopy type, print placement, barcode, and shipping marks. Frames that pass bare-frame checks but fail after sewing usually point to canopy tension problems, not jig setup.
Buyer Specs That Reduce Frame Defects
The fastest way to reduce frame defects is to put measurable frame requirements in the tech pack before tooling starts. For OEM umbrella manufacturing, do not write only “windproof frame” or “black metal shaft.” Specify rib material and rib count: steel ribs for low-cost 21" compact models, fiberglass ribs for 23"/27" golf and storm umbrellas, or hybrid steel main ribs with fiberglass tips when price pressure is tight. Confirm 8K, 10K, or 16K construction, rib length, stretcher thickness, rivet diameter, and whether the shaft is 8 mm, 10 mm, 12 mm, or 14 mm steel, aluminum, or fiberglass. Good umbrella frame assembly jigs can hold parts consistently, but they cannot correct a vague BOM. I also recommend stating rib alignment tolerance clearly: for most straight umbrellas, ±2 mm at the rib tip after full opening is realistic; for premium retail frames, ±1.5 mm is achievable if the runner, notch, and stretcher holes are controlled together.
Runner type and opening mechanism deserve the same attention as canopy fabric because many field failures start there. Confirm plastic, zinc-alloy, or metal runner; manual, auto-open, or auto-open-close mechanism; spring force; button style; and whether the frame must pass 300, 500, or 1,000 open-close cycles before bulk approval. For compact umbrellas, check telescopic shaft section play and locking feel, especially on 3-fold auto-open-close units where weak springs cause half-opening complaints. For a target windproof structure, define whether you want a flexible fiberglass rib assembly, double-canopy vented windproof design, or a budget wind-resistant frame with fiberglass end ribs only. If the buyer expects survival above 50 mph in a wind tunnel, that requirement must be paired with double-canopy venting, reinforced stretchers, and a shaft diameter that can actually handle torsion.
Purchasing terms should also lock the factory’s inspection route. State MOQ by frame type, because 8K steel manual frames may start at 500–1,000 pieces, while custom-color fiberglass frames, 16K ribs, or private-mold handles often require 2,000–5,000 pieces. The pre-production sample should be treated as the approved standard: frame color, rib straightness, runner smoothness, opening force, rivet tightness, and canopy seating must all be signed off before bulk cutting and assembly. Our standard practice at ZheBrella is to keep the signed PP sample beside the line and use umbrella frame assembly jigs plus in-line checks to compare rib symmetry before sewing hides frame issues. For umbrella frame quality control, request AQL 2.5 final inspection, but also require early checks on 20–30 assembled frames before mass production, because catching runner mismatch or poor notch spacing after 10,000 canopies are sewn is expensive.
Frequently Asked Questions
Why do 16K umbrella frames need more precise assembly jigs than 8K frames?
A 16K frame has twice as many rib positions to align, so small spacing errors create uneven canopy tension and visible panel distortion. Factories usually need slower assembly and more fixture checks for 16K models.
Can frame alignment issues be caught during final AQL inspection?
Some can, but final AQL 2.5 inspection only samples finished goods. In-line jig checks catch loose rivets, uneven rib spread, and runner friction earlier, before fabric and packaging costs are added.
What rib alignment tolerance should buyers specify for OEM umbrella production?
For most standard rain umbrellas, buyers commonly specify rib tip variance within 3–5 mm after frame opening. Premium golf or windproof models may require tighter control, especially when fiberglass ribs and double-canopy construction are used.
Can frame assembly jigs reduce defects found during final AQL inspection?
Yes. Jigs help control rib spacing, runner position, and canopy tension before sewing and final assembly, reducing common AQL defects such as uneven panels, difficult opening, twisted ribs, and off-center tips.
Should importers request jig-based checks for custom umbrella orders?
For OEM orders above 1,000–3,000 pieces, it is practical to request in-process jig checks during frame assembly, especially for custom rib materials, non-standard sizes, or windproof frames. This should be listed in the QC checklist before mass production starts.
Looking to Launch Your Custom Umbrella Line?
ZheBrella is a Zhejiang-based OEM/ODM umbrella manufacturer with 17 years of export experience. Free design, low MOQ from 100 pieces, windproof construction, full-color print.
Get Free Quote Now »People Also Search For
Related Articles

Umbrella Frame Assembly Jigs for Rib Alignment Control
See how assembly jigs control rib spacing, shaft straightness, and canopy symmetry to reduce defects in 8K, 10K, and 16K...
Read More »
Umbrella Frame Riveting Process for Durable OEM Orders
See how rivet specs, hole tolerance, and pull-force checks keep 8K and 16K umbrella frames consistent before AQL inspect...
Read More »
Umbrella Frame Riveting Specs for Consistent Bulk Assembly
Learn how rivet diameter, washer choice, rib alignment, and in-line pull tests reduce 8K/16K frame failures before AQL 2...
Read More »