Umbrella Frame Assembly Line: Jigs, Rivets, and QC Gates

On bulk OEM umbrella orders, frame defects rarely start at final inspection—they start when rib sets are loaded into the jig, rivets are pressed off-center, or stretchers leave the line with uneven tension. In an umbrella frame assembly factory, the real control points are jig accuracy, rivet height, rib alignment, and staged QC gates that catch drift before AQL 2.5 turns small process misses into rejected cartons.
How Frame Parts Move Through Assembly
In an umbrella frame assembly factory, the line starts with shaft cutting and end-facing, because a crooked shaft poisons every station after it. Tubes are cut to length, deburred, and checked for straightness before the runner, spring, and top fitting are loaded in a fixed sequence so the operator does not fight alignment later. Steel shafts tolerate higher clamp force and simpler tooling; aluminum needs softer jaws and cleaner cuts because burrs can crack plating or snag the runner; fiberglass center poles are handled with more care since surface damage turns into flex failure under load. After that, the rib set is staged by size and material, with stainless pins, washers, or rivets pre-sorted so the assembly jig matches the SKU instead of forcing one universal setup.
Rib attachment is where the line becomes sensitive to tolerances. Steel ribs can take a firmer press fit and more aggressive riveting, but fiberglass rib assembly usually needs controlled insertion depth and consistent hole position, otherwise the arm sits off-angle and the open profile becomes uneven. Operators use jigs to hold the crown, stretcher, and runner in plane while rivets or pins are set, then they cycle the frame open and closed to catch binding before it moves forward. Tip fixing comes next: tips, caps, and ferrules are seated, crimped, or bonded depending on the construction, and any loose tip gets rejected immediately because it will cut fabric during canopy mounting. This is also where umbrella rivet inspection matters, since a slightly mushroomed head or a split eyelet is enough to create noise, wobble, or early wear in use.
For OEM umbrella manufacturing, the last mechanical gate is not cosmetic; it is functional. The frame is opened under load, checked for symmetry, and verified for runner travel, spoke spread, and lock engagement before it reaches the sewing side. If the frame passes, the canopy is mounted and the top and lower ribs are matched to the pattern so the cloth tension does not fight the skeleton. ZheBrella’s standard practice is to run these checks before packaging and again in final audit, because a bad pivot or shallow rivet is much cheaper to catch here than after printing or shipment. AQL 2.5 inspection is the normal screen for this stage: look for loose joints, bent ribs, mis-set tips, and inconsistent open geometry, then separate samples by steel, aluminum, and fiberglass build so the defect trend points back to the right workstation instead of hiding in one mixed pile.
Jigs That Control Rib Angle and Symmetry
Rib angle is not something we “eyeball” on a serious line; the jig decides it before the operator touches the rivet press. For 8K, 10K, and 16K frames, we use indexed hub plates and radial rib stops set to the exact spoke count, so each main rib lands at equal spacing around the runner and notch. On a 23" stick umbrella, one rib sitting 2 mm short at the outer tip can pull the canopy off-center after sewing; on a 30" golf frame, the same error can create visible twist when the umbrella is opened under load. In an umbrella frame assembly factory, the jig must lock the shaft axis, runner height, notch position, and rib tip plane at the same time. If it only controls spacing but not vertical plane, you get a frame that looks round from above but rocks like a propeller when opened.
For fiberglass rib assembly, the fixture pressure matters because fiberglass has memory but can still be stressed at the drilled joint. Steel ribs tolerate more clamping force, but they also telegraph poor alignment faster because a bent rib stays bent. Our standard practice at ZheBrella is to check spoke length tolerance before riveting: ±1.0 mm on compact 21" frames, ±1.5 mm on 23" and 27" regular frames, and tighter matching by set on 16K fashion umbrellas because the canopy panels are narrow. Operators place rib sets into a go/no-go length board before they reach the assembly station. If one long rib is mixed into a set, the frame may still pass a quick open-close test, but the sewn 190T or 210T pongee canopy will show uneven scallops and one panel will carry more tension.
The QC gate after riveting is where OEM umbrella manufacturing saves money later in sewing. We check runner travel, notch seating, rib symmetry, and umbrella rivet inspection before any canopy is mounted; loose rivets cause rib flutter, while over-pressed rivets crush the joint and make auto-open or auto-open-close mechanisms feel heavy. A frame sample is opened against a flat reference board to confirm all tips touch within tolerance, then matched with a test canopy or paper panel template to verify arc length and crown height. For production lots, these checks feed into AQL 2.5 inspection, but the better control is upstream: reject twisted frames before they consume printed canopy fabric, Teflon-coated panels, or UPF 50+ material. Once a custom logo canopy is sewn, frame correction becomes rework, not adjustment.
Rivet, Notch, and Runner QC Points
Rivet control is the first gate because a bad rivet cannot be corrected after canopy sewing without rework scars. On an 8K or 10K frame, inspectors check every stretcher-to-rib joint, main rib hinge, top notch connection, and runner linkage by hand flexing the frame three to five times. The rivet head must sit flat, with no cracked plating, no burr cutting into a 190T or 210T pongee canopy, and no side play beyond about 0.3 mm on standard steel ribs. For fiberglass rib assembly, the tolerance is tighter in practice because a loose rivet lets the fiberglass rod twist under wind load and creates uneven panel tension. In an umbrella frame assembly factory, we reject frames with spinning rivets, mushroomed heads, off-center punching, or joints that bind when opened halfway. Umbrella rivet inspection should be done before handle fixing, not only at final AQL 2.5 inspection, because the operator can still replace a bad stretcher set quickly at this stage.
The runner gate is where many cheap frames fail even when the rivets look acceptable. Inspectors slide the runner from closed position to full lock at least five cycles, checking for scraping against the shaft, rough travel over the spring button, and wobble at the runner collar. A good manual 23-inch straight umbrella should lock with a clean click, not a gritty scrape, and the runner should not drop when the frame is lightly shaken upside down. On auto-open and auto-open-close models, the spring response must lift the frame evenly without one or two ribs lagging behind; uneven opening usually means a bent stretcher, mismatched rib length, or runner slot deformation. For OEM umbrella manufacturing, this gate also confirms the specified mechanism: manual, auto-open, or auto-open-close, because mixed mechanisms can happen when several SKUs run on the same line. ZheBrella’s standard practice is to separate runner QC from final appearance inspection so mechanical faults are not hidden by a clean canopy.
The notch and locking gate checks the top end of the frame: notch alignment, cap seating, spring button height, and whether the ribs park evenly when closed. Inspectors look for notches that are tilted, over-crimped, or punched too shallow, because these defects cause canopy twisting and poor closing fit after sewing. On double-canopy vented windproof umbrellas, especially 27-inch and 30-inch golf models with fiberglass ribs, notch locking has to hold under stronger rebound force; if the notch slips during a 50+ mph wind-tunnel simulation, the umbrella may invert even when the rib material is correct. Final QC combines functional cycling with sampling under AQL 2.5 inspection: open-close action, runner lock, spring button return, rib symmetry, and panel tension after assembly. Common rejects include loose rivets, scraping runners, delayed auto-open, uneven opening height, runner lock failure, and notch-side rib spread. A serious umbrella frame assembly factory records these defects by station, not just by lot, because repeated runner scratches or loose rivets usually point to worn jigs, dull punching dies, or incorrect rivet length.
In-Process Tests Before Final Inspection
The cheapest QC gate is the one before the frame leaves the assembly bench. In an umbrella frame assembly factory, we sample open-close cycles right after runner riveting and spring installation, not after the canopy is sewn on. For manual and auto-open frames, operators cycle the unit 20–30 times to catch lazy springs, rough runner travel, loose top-notch fit, and stretchers that bind under load. For auto-open-close compact frames, we add a reset-force check because a frame that opens cleanly can still fail when the shaft is pushed back into the handle. On 8K and 10K steel frames, the common defect is rivet play at the stretcher joint; on fiberglass rib assembly, it is usually uneven flex memory or a cracked rib end after punching. Catching these defects early prevents finished umbrellas from becoming scrap with printed 190T or 210T pongee already attached.
Rib flex and frame tension checks are more useful than they look on a checklist. We flex fiberglass ribs to a controlled arc and confirm they return without whitening, splitting, or twisting at the plastic connector. For steel ribs and stretchers, we check that plating has not cracked around the punched holes, because rust complaints usually start at the rivet area, not the middle of the rib. Visual plating checks cover nickel, black electrophoresis, and powder-coated parts under strong bench lighting; cloudy plating, exposed edges, and burrs are rejected before assembly continues. Umbrella rivet inspection includes rivet head diameter, roll-over shape, side clearance, and whether the joint rotates freely without wobble. A tight rivet can lock the rib and cause canopy distortion, while a loose rivet can pass casual visual inspection but fail after a few wind gusts.
Before cartons are packed, our standard practice at ZheBrella is to run a frame tension gate on sampled units from each production lot, especially for OEM umbrella manufacturing where the same frame may be paired with heavier coated fabrics, POE panels, or vented double-canopy construction. The inspector checks canopy seating pressure, rib alignment against the shaft, runner lock engagement, and whether the tips sit evenly when the umbrella is fully open. A 23-inch 8K promotional umbrella and a 30-inch golf umbrella do not need the same tension, so the limit sample must match the approved pre-production sample. These in-process controls directly lower AQL 2.5 inspection risk because final inspection should confirm consistency, not discover basic mechanical failures. If open-close cycling, rib flex, plating appearance, rivet rotation, and frame tension are controlled upstream, final AQL 2.5 inspection is far less likely to find critical defects after cartons are sealed and shipping dates are already committed.
What Buyers Should Put in the Tech Pack
The tech pack should lock the frame before anyone talks about canopy artwork, because a good print on a weak skeleton still becomes a return claim. Specify frame material by part: steel shaft with fiberglass ribs, all-fiberglass rib assembly, aluminum shaft with fiberglass long ribs, or full steel for low-cost promos. State rib count clearly—8K for standard walking umbrellas, 10K or 12K for stronger retail models, 16K when the look matters more than weight. Add shaft diameter and wall thickness, such as 10 mm steel shaft at 0.55 mm wall for a 23" straight umbrella, or 14 mm for a 27" golf umbrella. For an umbrella frame assembly factory, these numbers decide the tube cutting die, runner notch, rib drilling position, spring selection, and final open-close feel.
Do not leave rivets as a vague material line. Call out brass, nickel-plated steel, black electrophoretic finish, or stainless rivets if corrosion resistance matters. For umbrella rivet inspection, define acceptable head shape, no burrs sharp enough to cut 190T/210T pongee, no cracked washers, and no loose rib joints after 20 open-close cycles. Mechanism requirements also need precision: manual open, auto-open, or auto-open-close; plastic runner or metal runner; push-button color; and whether the spring force must pass child-safe retail requirements. Tolerance levels should be measurable: shaft straightness within 1.5 mm over length, rib length tolerance ±1 mm, assembled frame diameter ±8 mm, and open canopy arc tolerance ±10 mm. Our standard practice at ZheBrella is to record these checks before canopy mounting, not after the finished umbrella hides the problem.
For OEM umbrella manufacturing or ODM development, request pre-production samples whenever you change rib material, rib count, shaft diameter, runner design, handle weight, or auto-open supplier. A sample only for color confirmation is not enough if the frame tooling changed. Ask for inline QC photos at three gates: cut-and-drilled shaft parts, riveted rib assembly before runner fitting, and opened frames after cycle testing. For a new order above 3,000 pieces, I would also require a short video showing 10 random frames opening, locking, and closing smoothly. Put AQL 2.5 inspection in the tech pack for major defects, with critical defects set to zero tolerance: broken ribs, failed lock, sharp rivet burrs, rust, missing springs, or frames that collapse under normal hand pressure. That wording gives the factory and third-party inspector the same pass/fail standard.
Frequently Asked Questions
Can fiberglass and steel ribs be assembled on the same line?
Yes, but factories should adjust jig pressure, rivet settings, and flex checks because fiberglass ribs can splinter under excessive force while steel ribs mainly risk bending or corrosion.
When should frame QC happen in an OEM umbrella order?
Frame QC should happen before canopy mounting, after auto-open mechanism assembly, and again before packing. This catches structural issues earlier than AQL 2.5 final inspection alone.
What rivet defects should buyers check before final umbrella inspection?
Common rivet defects include loose rivets, cracked rib ends, off-center riveting, sharp burrs, and restricted rib movement. These should be checked at in-line QC gates before final AQL 2.5 inspection because they can cause frame collapse or poor opening performance.
How do frame jigs improve consistency in OEM umbrella production?
Frame jigs hold ribs, stretchers, and shafts in fixed positions during riveting, helping maintain rib angle, canopy symmetry, and opening tension. For bulk OEM orders, this reduces variation between production lots and lowers rework before packing.
When should fiberglass rib alignment be inspected during assembly?
Fiberglass rib alignment should be checked after rib cutting, after riveting to stretchers, and again after full frame opening tests. A practical factory QC gate is to sample each assembly station every 1-2 hours and isolate any batch with bent ribs, uneven arc, or binding joints.
Looking to Launch Your Custom Umbrella Line?
ZheBrella is a Zhejiang-based OEM/ODM umbrella manufacturer with 17 years of export experience. Free design, low MOQ from 100 pieces, windproof construction, full-color print.
Get Free Quote Now »People Also Search For
Related Articles

Umbrella Frame Riveting Process Controls for OEM Durability
See how rivet diameter, setting force, washer fit, and in-line pull tests prevent loose ribs, noisy frames, and AQL 2.5 ...
Read More »
Umbrella Frame Riveting Process: Tolerances and QC Checks
Specify rivet size, hole tolerance, frame alignment, and inline pull checks to reduce loose ribs, jammed runners, and AQ...
Read More »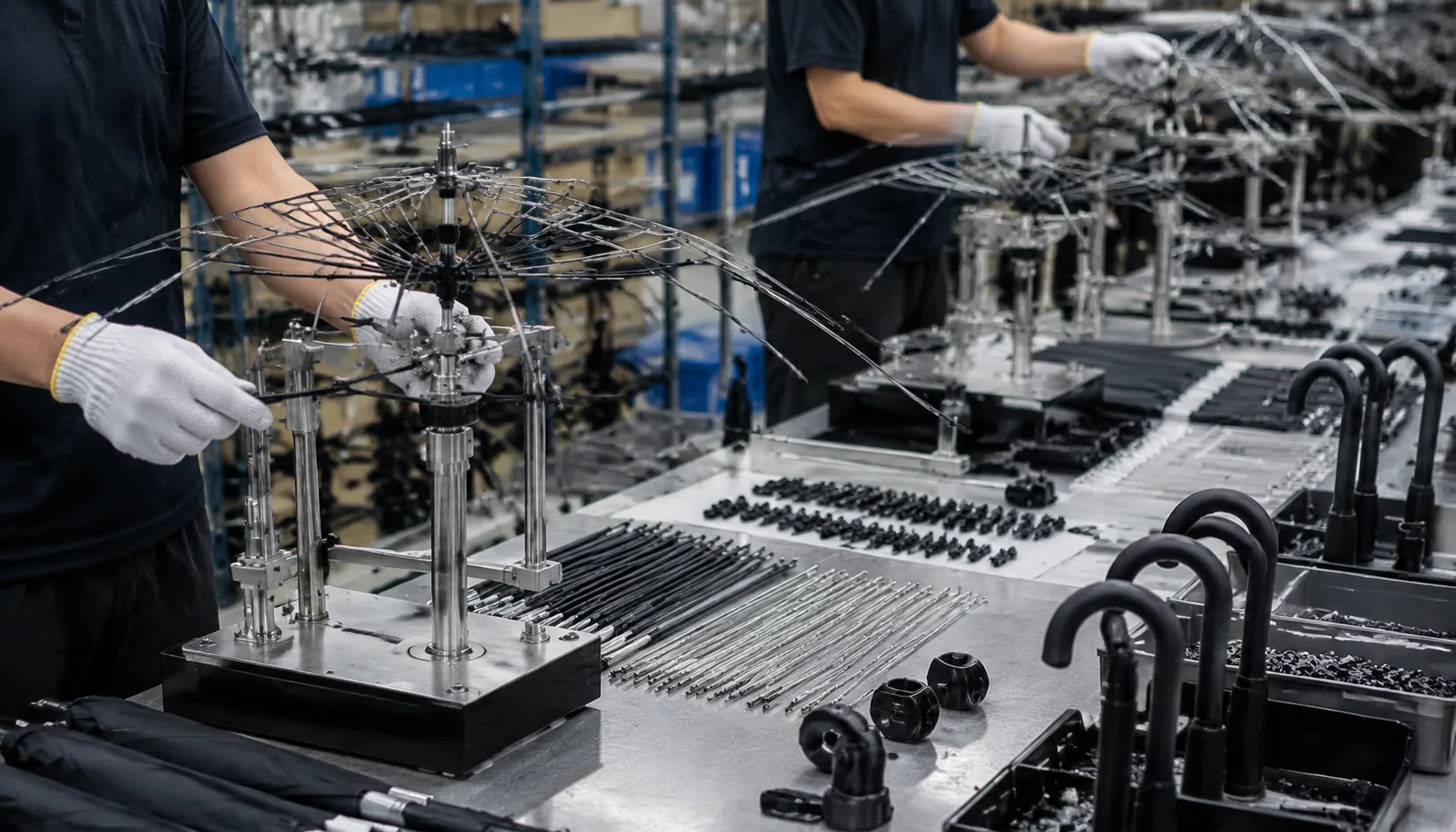
Umbrella Frame Assembly Jigs for Consistent Rib Alignment
Learn how frame assembly jigs control rib alignment, canopy tension, and opening smoothness in OEM umbrella production b...
Read More »