Umbrella Frame Riveting Process for Stronger Bulk Orders
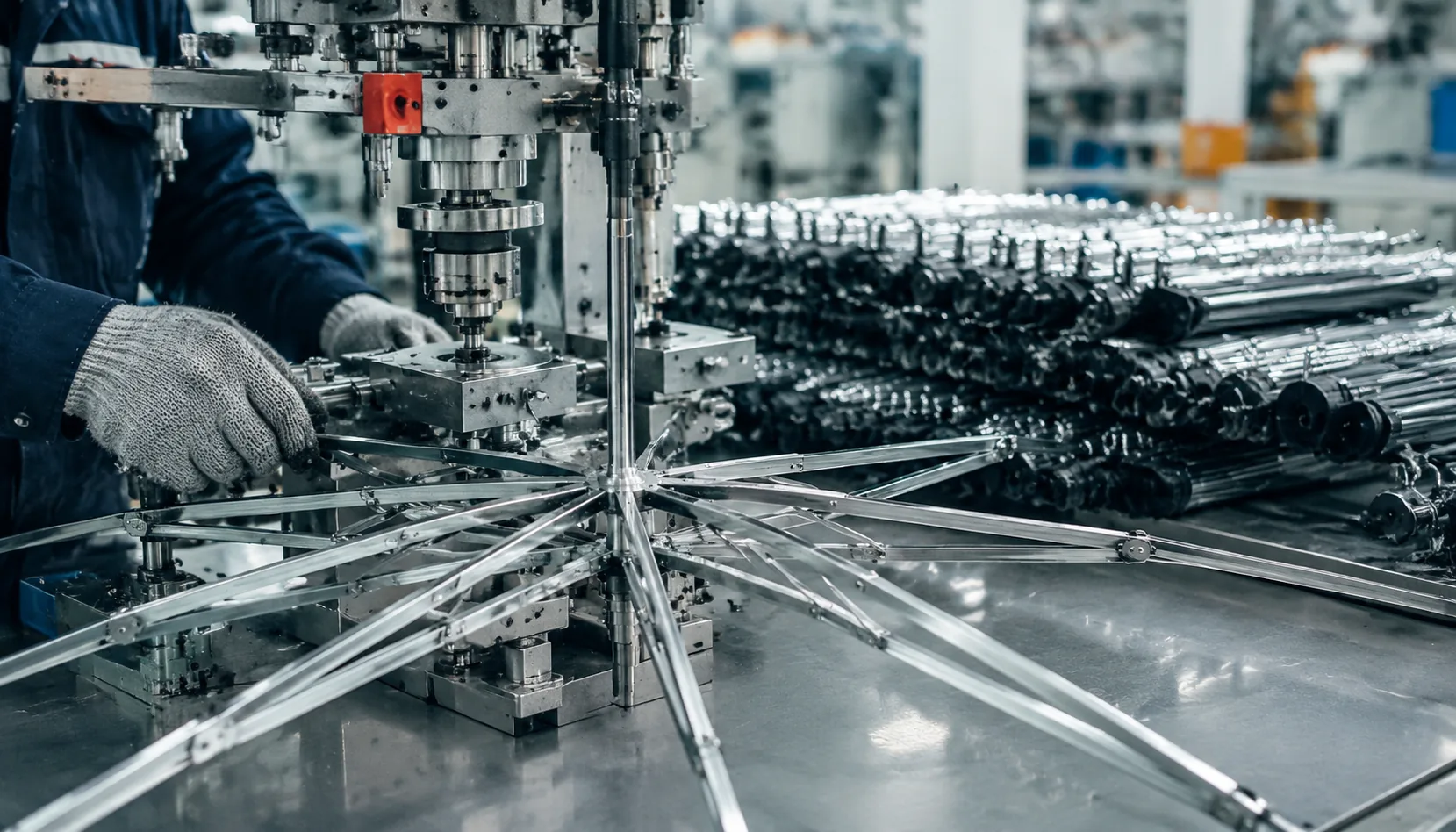
When an 8K or 16K frame feels tight on the first opening, the problem often started at the rivet press: wrong diameter, missing washer thickness, or too much joint play hidden under a clean-looking canopy. On our Songxia production floor, the umbrella frame riveting process is set before mass assembly, then checked with open-close cycling, pull tests, and AQL 2.5 inspection points so bulk orders arrive smooth, stable, and import-ready.
Where Rivets Matter in Umbrella Frame Assembly
The umbrella frame riveting process decides whether an 8K umbrella frame opens cleanly after 500 cycles or starts wobbling in the first carton inspection. The critical rivet points are not only at the obvious rib-to-stretcher joints. We check five zones: rib elbows where the long ribs pivot, stretcher centers where force transfers from runner to rib, runner links that drive manual or auto-open movement, notch or top hub areas that lock the upper frame geometry, and tip-end fittings where canopy tension is finally anchored. On 16K umbrella ribs, the count doubles the number of moving joints, so a small tolerance error repeats around the whole canopy and shows up as uneven crown shape. In our standard umbrella frame assembly line, steel rivets are still common on steel ribs, while fiberglass ribs usually need more careful washer or eyelet control because the material flexes differently and can crack if punched too aggressively.
A loose rivet feels harmless on the bench, but it becomes visible when the canopy is sewn on. If rib-stretcher joints have too much play, the 190T or 210T pongee canopy will not pull evenly across all panels; one panel may sag while the opposite panel is over-tensioned. In auto-open frames, loose runner-link rivets waste spring energy, so the umbrella opens halfway, hesitates, or snaps open with a delayed kick. That is a failure buyers often mistake for a spring problem, but the root cause is usually joint clearance. For promotional bulk orders, I like to test the bare frame before printing starts because a logo on a distorted panel cannot be fixed later. OEM umbrella quality control should include open-close cycling, diagonal shake checks, and a canopy tension review after sewing, not only a cosmetic inspection under AQL 2.5.
Over-compressed rivets create the opposite failure: the frame looks tight, but the movement is choked. When the rivet head is flattened too hard, the stretcher cannot rotate smoothly, the runner requires extra force, and auto-open or auto-open-close mechanisms lose speed. In windy recovery, especially on double-canopy vented umbrellas rated around 50+ mph, the ribs must flex and return without binding. A jammed notch-side joint can make one rib stay inverted longer than the others, which twists the canopy and stresses the seam at the tip pocket. For 23 inch and 27 inch stick umbrellas, we usually allow a small controlled side clearance rather than a dead-tight joint, because windproof performance depends on elastic recovery, not rigid stiffness. The best umbrella frame riveting process is consistent pressure, clean hole alignment, no burrs, and a final hand-feel check that confirms every rib opens in the same rhythm.
Choosing Rivets for Steel and Fiberglass Frames
Rivet choice is one of the quiet decisions that separates a stable bulk order from a carton full of loose ribs after transit. In the umbrella frame riveting process, we normally match low-carbon steel rivets to painted or electroplated steel ribs, and use aluminum or stainless rivets only when corrosion exposure or weight targets justify the cost. For a common 8K umbrella frame in 23 inch or 27 inch size, 2.4 mm to 2.8 mm rivets are typical at rib-to-stretcher joints; heavy golf frames and 30 inch models often need 3.0 mm or larger. Steel rivets give better shear strength and lower FOB cost, but they add grams and must be zinc plated, nickel plated, or phosphate treated properly. Aluminum rivets reduce weight, useful for auto-open-close compact umbrellas, but they deform faster if the hole clearance is sloppy. Stainless is the cleanest option for coastal retail programs, but buyers should expect a visible cost step-up, especially on 16K umbrella ribs where rivet count doubles.
Head shape matters because umbrella joints rotate thousands of times, not just sit under static load. A flat head can look tidy, but if the rib channel is shallow it may scrape the canopy or catch the runner during umbrella frame assembly. Semi-tubular round-head rivets are still the best balance for most steel frames because they flare cleanly, hold alignment, and are easy to inspect under AQL 2.5. On fiberglass ribs, we avoid aggressive flaring because the rib wall can crush or split near the drilled hole; a slightly wider head or small washer spreads load and reduces stress whitening. Washers are especially useful on mixed frames, such as fiberglass main ribs with steel stretchers, where the materials flex differently in wind. They add fractions of a cent per joint but reduce wobble and warranty claims on windproof double-canopy models rated around 50+ mph. Our standard practice at ZheBrella is to test opening torque after riveting, not only pull strength.
For buyers, the tradeoff is not simply “stronger rivet equals better umbrella.” Oversized rivets make the frame stiff, increase opening force, and can cause premature cracking on fiberglass or POE transparent canopy models where joint movement is less forgiving. Undersized rivets keep FOB attractive, but the umbrella may rattle after carton compression, salt-spray exposure, or repeated auto-open cycling. For promotional 190T pongee umbrellas with manual open mechanisms, plated steel rivets are usually enough if the order ships dry and storage is controlled. For retail 210T pongee, UPF 50+ coating, Teflon finish, or export programs using DDP delivery with long ocean transit, corrosion resistance becomes more important because rust bleeding can stain light canopies. OEM umbrella quality control should include rivet head diameter checks, joint rotation checks, salt-spray requirements when needed, and destructive pull testing from pre-production samples. A disciplined umbrella frame riveting process costs more upfront, but it protects repeat orders better than saving a few dollars per thousand pieces.
Press Settings, Joint Play, and Smooth Opening
Press setting is where the umbrella frame riveting process either becomes repeatable or turns into hidden scrap. For a standard 8K umbrella frame with steel stretchers and fiberglass ribs, we usually start pneumatic riveting around 0.45–0.55 MPa, then adjust by rivet diameter, washer stack, and rib material. Fiberglass needs a cleaner squeeze than steel; too much pressure mushrooms the rivet head and can create hairline cracks near the drilled hole, while too little pressure leaves the joint loose enough to rattle after 200–300 open-close cycles. On heavier 16K umbrella ribs, the press must be checked more often because operators tend to compensate for thicker joint stacks by over-pressing. That is the wrong fix. Rivet length, anvil shape, and stack height should be corrected before increasing air pressure.
Fixture alignment matters as much as pressure because the rivet is only strong when the rib, stretcher, runner link, and washer sit square before compression. A crooked fixture produces one of the most common umbrella frame assembly defects: the canopy opens higher on one side, even though every individual rib looks acceptable on the table. For bulk OEM umbrella quality control, I like a go/no-go fixture that locks the rib angle and a sample frame opened after every 30–50 pieces during production, not just at final inspection. If the rivet head is pressed off-center, the joint may feel smooth at first but starts scraping after powder coating, plating residue, or fabric tension adds friction. That is how stiff ribs and asymmetric opening show up in cartons that passed a quick visual check.
Target joint movement should be deliberate, not simply “tight.” A good rib joint rotates freely under finger pressure but has no audible rattle when the frame is shaken by the shaft; for most rain umbrellas, slight side play under 0.2–0.4 mm is acceptable, while binding is not. During the umbrella frame riveting process, operators should test opening smoothness with the actual runner, spring, and notch parts, because a frame that opens well without canopy load may become stiff once 190T or 210T pongee is sewn on. Defects to document include cracked fiberglass at the hole, flattened rivet heads, ribs that do not return evenly, noisy loose joints, and frames that need extra force to lock open. Our standard practice at ZheBrella is to combine line-side movement checks with AQL 2.5 final inspection, because riveting problems are cheaper to catch before canopy sewing.
Testing Riveted Frames During Production
The umbrella frame riveting process is only worth doing if the in-line checks catch bad joints before canopy sewing or final packing. On the floor, I watch for burrs around the rivet head, cracked plating, and oval holes at the rib tip and stretcher connection. A clean-looking joint can still fail if the rivet is under-set, so visual inspection has to be paired with a quick rib pull test: each sampled arm gets loaded by hand or with a simple fixture to confirm the joint does not walk, twist, or loosen. In umbrella frame assembly, the weak point is usually not the rivet itself but the surrounding metal thickness, especially on light 8K umbrella frame builds where the parts are thin and easy to deform during punching or staking.
Opening cycle tests are the next gate. We cycle sample frames through repeated open-close movement and check runner travel, latch engagement, and symmetry between ribs, because a riveted joint that binds at the hinge will shred a canopy edge later. For compact auto-open units, the stress is harsher at the button release and spring snap, so the runner must move smoothly without jumping or sticking after repeated cycles. With golf double-canopy umbrellas, the load is different: the vented top creates less wind pressure on the canopy, but the larger span and longer ribs mean more bending moment at the rivets, especially on 16K umbrella ribs. That is why OEM umbrella quality control should test both motion and retained alignment, not just whether the frame opens.
Sample teardown is where hidden mistakes show up. We cut apart a few frames from each lot and check whether the rivet crushed the eyelet cleanly, whether the washers or caps are centered, and whether the hole edges show early elongation. If the same defect repeats on several samples, the issue is usually tooling wear, wrong rivet length, or mis-set press pressure rather than operator error. For bulk orders, I prefer to tear down parts from both the first production batch and the mid-run batch, because a frame can pass the first 20 pieces and still drift after the punch die heats up. That discipline makes the umbrella frame riveting process predictable, which is what buyers want when they are ordering thousands of frames for a repeated OEM program.
How to Put Riveting Specs Into a Purchase Order
Put the frame spec in the PO as a line item, not as a vague note. For an 8K umbrella frame, state the shaft material, stretcher and rib material, and the exact rib count, then call out whether you want an 8K umbrella frame or 16K umbrella ribs with matching runner and notch dimensions. In the umbrella frame riveting process, the rivet type matters as much as the metal gauge: specify copper, aluminum, or stainless rivets, plus the surface finish, such as nickel-plated, black oxide, or natural zinc. If you need tighter umbrella frame assembly for retail or promo programs, define whether the joints must be free of burrs, loose play, cracked coating, or uneven peening.
Add inspection points directly into the purchase order so the factory is not guessing. A practical wording is: check rivet head shape, joint rotation, pull strength, frame symmetry, and opening/closing smoothness on every sample and in process. For OEM umbrella quality control, the final inspection can use AQL 2.5, with critical defects defined separately in writing, usually covering broken ribs, failed rivets, frame collapse, or unsafe sharp edges. If you want a specific finish, state whether visible rivets must match the frame color, stay flush, and avoid rust after salt-spray or humid storage. ZheBrella treats those checkpoints as separate from canopy sewing, which helps avoid disputes when the frame is approved but the hardware is not.
MOQ and lead time should be tied to the frame spec because more complex riveting raises labor and tooling time. A simple 8K umbrella frame with standard steel parts and common rivets usually has the lowest MOQ, while 16K umbrella ribs, double-canopy windproof structures, or special plated rivets increase both sample prep and production time. In the PO, write the expected quantity, whether first articles are required, and the target lead time in days after deposit and artwork approval. For example: ‘bulk order subject to pre-production sample approval, final inspection at AQL 2.5, critical defects defined separately, and shipment within 25–35 days depending on frame finish and rib count.’ That wording is clear enough for procurement and avoids arguments later over what the umbrella frame riveting process was supposed to deliver.
Frequently Asked Questions
Are larger rivets always better for umbrella frames?
No. Oversized rivets can crush fiberglass ribs or make joints too stiff, while undersized rivets create wobble. The correct size depends on rib material, washer stack, and frame geometry.
Should riveting be inspected before or after canopy mounting?
Both stages matter. Bare-frame inspection catches joint defects early, while post-mount checks confirm the frame opens smoothly under canopy tension.
What rivet diameter is commonly used for 8K and 16K umbrella frames?
For mass production, many factories use rivets in the 2.0-2.5 mm range, but the exact diameter depends on rib thickness, hole size, and washer stack. The final spec should be locked with a sample approval because a 16K frame often needs tighter control than an 8K frame.
How much joint play is acceptable in umbrella frame assembly?
A small amount of play is normal, but the joint should not rattle or bind during opening and closing. Buyers usually define an internal tolerance by sample, then verify it during AQL 2.5 inspection with opening-force and cycle checks.
What pull test should be specified for bulk umbrella orders?
For OEM orders, the pull test should be defined in the tech pack by joint position and force direction, such as rib-to-bracket or stretcher-to-runner. A practical production spec often includes sample pull testing after riveting and before packing, with pass/fail recorded per lot.
Looking to Launch Your Custom Umbrella Line?
ZheBrella is a Zhejiang-based OEM/ODM umbrella manufacturer with 17 years of export experience. Free design, low MOQ from 100 pieces, windproof construction, full-color print.
Get Free Quote Now »People Also Search For
Related Articles

Umbrella Frame Riveting Process Control for Bulk Orders
See how rivet size, hole alignment, and pull-force checks improve umbrella frame durability across fiberglass, steel, 8K...
Read More »
Umbrella Frame Riveting Process for Durable OEM Orders
See how rivet specs, hole tolerance, and pull-force checks keep 8K and 16K umbrella frames consistent before AQL inspect...
Read More »
In-Line Umbrella Frame Assembly Controls for Bulk Orders
See how in-line frame assembly controls reduce loose rivets, misaligned ribs, weak springs, and opening failures before ...
Read More »